

classification or types of mold injection very depend on what we need to make the plastic parts, because every parts have specific and unique design. when design molds we must see what the influencing factor like geometry, number of cavities, ejection principle, plastic material and shape of parts.
The basic classification of mold based on construction shown on picture below
1. Standard Molds
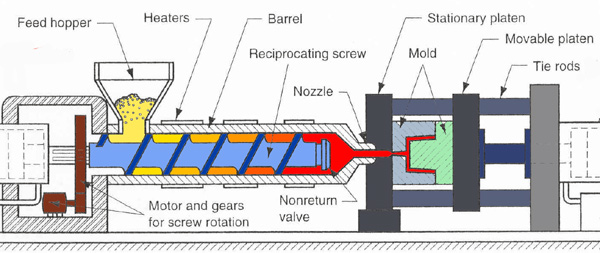
the standard mold is the most simple design, basically the standard molds is same as two plate molds construction, they divided in two side : cavity side and core side, cavity side is the side that construct to flowing plastic material from nozzle to cavity parts, basically they consist of sprue, runner.

core side construct to make shape for core, demolding system and ejection system, at this side we design ejection system.
standard mold have one parting line, and have one opening direction. this type of mold use in all kinds of plastic parts that doesn't have undercut, inner and outer screw.
Light brown color little and straight in ejection system is shown ejector pin.
2. Slide mold
development from this mold type is the used slider parts in various molds types, basic slide mold is transfer horizontal movement of mold to vertical movement, this types of molds is used to make parts with undercut, you should see more at the post when we need slider for learn more.

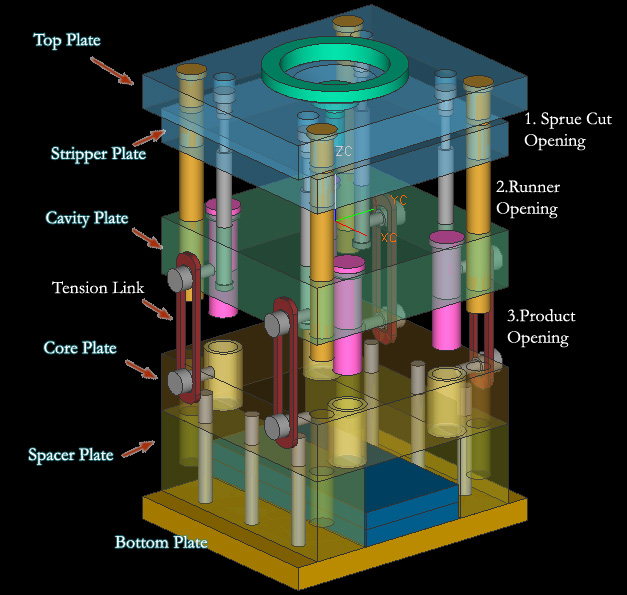
3. Three plate molds
basically three plate molds has two parting line, and floating plate, floating plate support by support pin, Since the mold has two parting planes, the runner system can be located on one side of floating plate or make special plate that attach in floating plate, we called runner plate, see post about runner plate. Three plate molds are used because of their flexibility in gating location. this types of molds is flexible even use in multiple cavity.

note : floating plate also called cavity plate or plate number 3, to know more the different between two plate mold and three plate mold see the posting about Basic and Types Molds Construction
4. Split Cavity Mold
basically the split cavity is same as 2 plate standard mold, but the cavity have split block to make undercut product or external threads.

this type of mold use when the slider is not enough to make the undercut or the threads. the disadvantages of this mold is when use for little parts, the construction will difficult.
5. Mold With Screw Device
this mold special to make thread forming, the core can be rotate when demolding process, both internal or external threads can be forming by this type mold.

from those picture we can see that they have gear device, the gear will rotate when form thread.
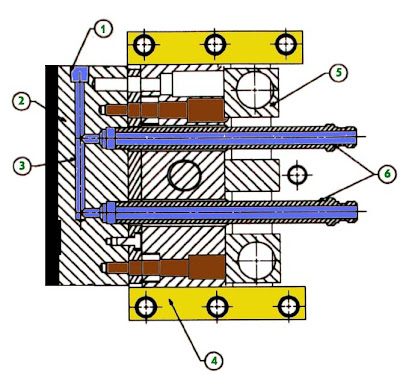
6. Stripper Ejector Mold
this type of mold have special purpose to make a cup shape without undercut, stripper ejector will make ejection more easy, same movement and power at the product and without a lot of marks in product

Molds with complex and difficult design can be integrated or combined one to the others mold type.
The basic classification of mold based on construction shown on picture below
1. Standard Molds
the standard mold is the most simple design, basically the standard molds is same as two plate molds construction, they divided in two side : cavity side and core side, cavity side is the side that construct to flowing plastic material from nozzle to cavity parts, basically they consist of sprue, runner.

core side construct to make shape for core, demolding system and ejection system, at this side we design ejection system.
standard mold have one parting line, and have one opening direction. this type of mold use in all kinds of plastic parts that doesn't have undercut, inner and outer screw.
Light brown color little and straight in ejection system is shown ejector pin.
2. Slide mold
development from this mold type is the used slider parts in various molds types, basic slide mold is transfer horizontal movement of mold to vertical movement, this types of molds is used to make parts with undercut, you should see more at the post when we need slider for learn more.

3. Three plate molds
basically three plate molds has two parting line, and floating plate, floating plate support by support pin, Since the mold has two parting planes, the runner system can be located on one side of floating plate or make special plate that attach in floating plate, we called runner plate, see post about runner plate. Three plate molds are used because of their flexibility in gating location. this types of molds is flexible even use in multiple cavity.

note : floating plate also called cavity plate or plate number 3, to know more the different between two plate mold and three plate mold see the posting about Basic and Types Molds Construction
4. Split Cavity Mold
basically the split cavity is same as 2 plate standard mold, but the cavity have split block to make undercut product or external threads.

this type of mold use when the slider is not enough to make the undercut or the threads. the disadvantages of this mold is when use for little parts, the construction will difficult.
5. Mold With Screw Device
this mold special to make thread forming, the core can be rotate when demolding process, both internal or external threads can be forming by this type mold.

from those picture we can see that they have gear device, the gear will rotate when form thread.
6. Stripper Ejector Mold
this type of mold have special purpose to make a cup shape without undercut, stripper ejector will make ejection more easy, same movement and power at the product and without a lot of marks in product

Molds with complex and difficult design can be integrated or combined one to the others mold type.










































